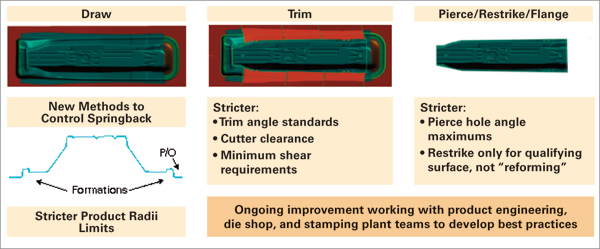
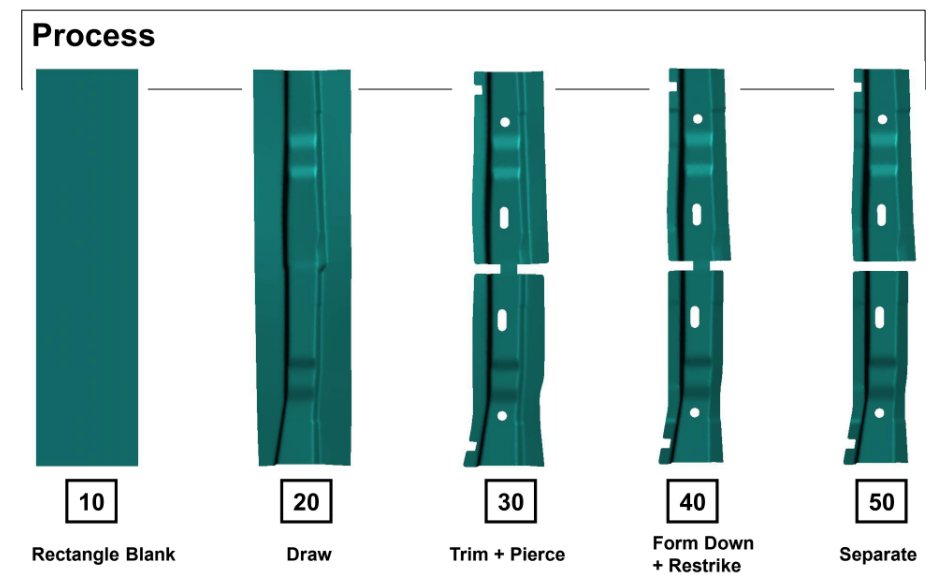
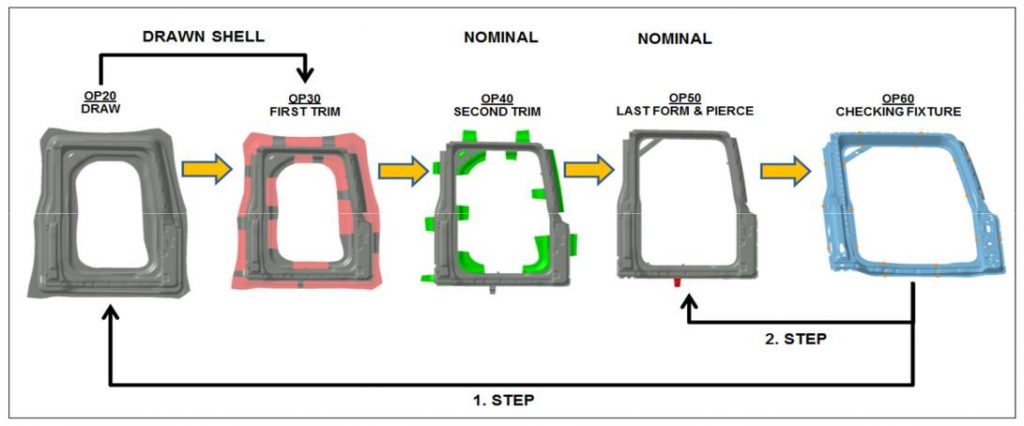
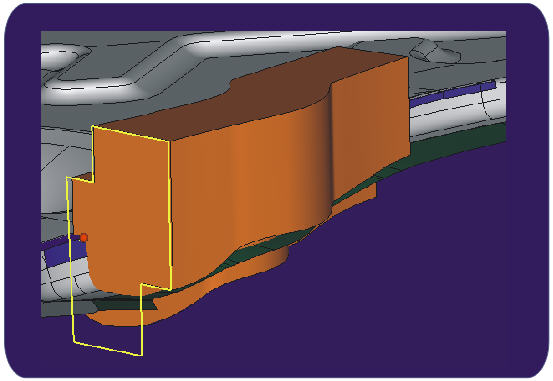
Restrike Operation In Sheet Metal
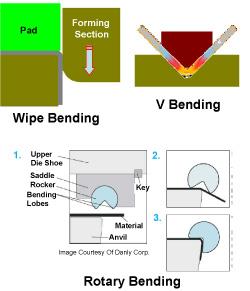
Die Basics 101 Forming Operations
Die Engineering At Chrysler Metalforming Magazine Article
Improve Your Sheet Metal Trimming Process Through Simulation

Proses Bending 2 Restrike Youtube
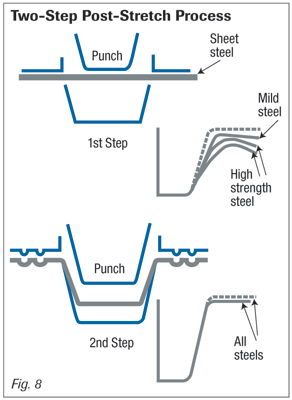
Advanced High Strength Steels Solve Growing Demands For Formability Metalforming Magazine Article
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcrmhdizbune5x5julxaay1qdx4hme Vsq Ikg Usqp Cau
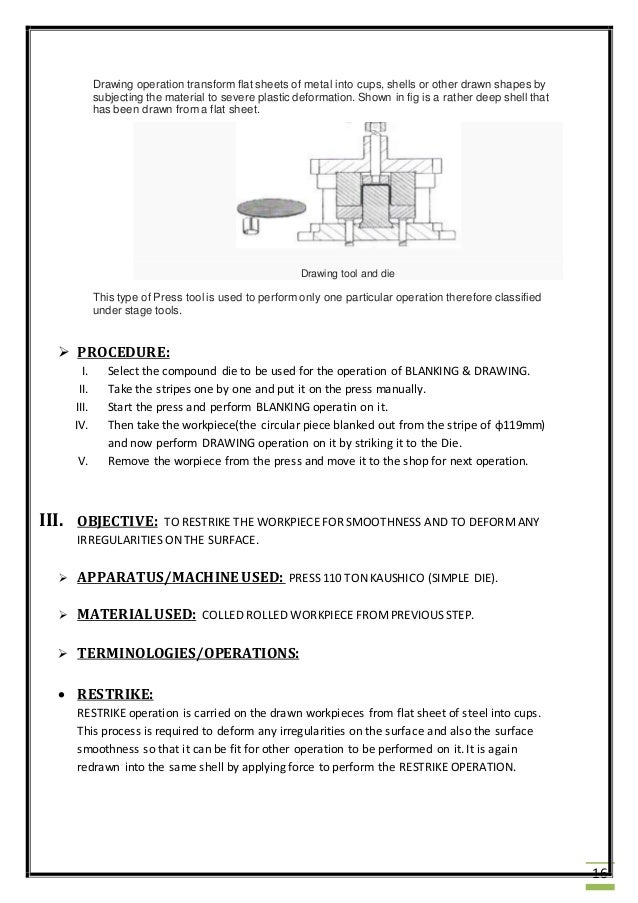
The restraining force is provided by the blank holder or draw bead to control the material flow rate and the force is created by friction between the blank tooling.
Restrike operation in sheet metal.
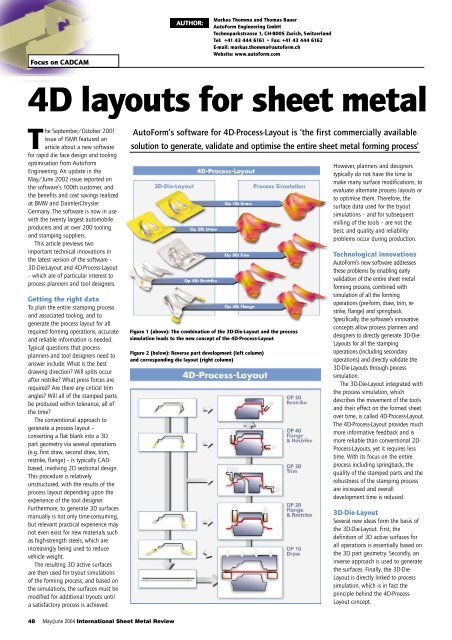
4d Layouts For Sheet Metal Parts Autoform Engineering
Ford Nails 99 Accuracy Springback Prediction For A Cargo Truck Door Opening Case Study Revealed Formingworld

Metal Stamping Metal Forming Pressurex Micro Tactile Pressure Indicating Film Pressure Sensitive Film Pressure Film Pressure Sensors Surface Pressure Mapping System
Https Onlinelibrary Wiley Com Doi Pdf 10 1002 Srin 199801470

Die Stamping 101 Tool And Die Ch Tech
A M Cassandre Nord Express Restrike For Sale Artspace
Icapp

Calavera Oaxaquena By Jose Guadalupe Posada Print Laptop Skin By Fishercraft In 2020 Mexican Art Art Posada
Https Conferences Iaea Org Event 181 Contributions 15365 Attachments 8423 11146 Pap Icons2020 Id90tolba Pdf

Low Power Factor An Overview Sciencedirect Topics

Understanding Ignition Processes In Spray Guided Gasoline Engines Using High Speed Imaging And The Extended Spark Ignition Model Sparkcimm Part A Spark Channel Processes And The Turbulent Flame Front Propagation Sciencedirect
What Is Transfer Metal Stamping
Https Link Springer Com Content Pdf 10 1007 2f978 3 319 72538 3 9 Pdf
Atmospheric Plasma Spraying Evolution Since The Sixties Through Modeling Measurements And Sensors Springerlink

Ag 3098 240 Volt Metal Halide Wiring Diagram Further Metal Halide Ballast Wiring Diagram

Chong Park Seoul National University Seoul Snu Department Of Materials Science And Engineering

The Plasma Morphology Of An Asymmetric Electrode Ablative Pulsed Plasma Thruster Iopscience
Clutch Bell Edited
News Archives Page 4 Of 7 Ahss Insights
Http Iopscience Iop Org Article 10 1088 1361 6595 Aa9e6b Pdf

Design Of A Hybrid Carbon Fibre Carbon Nanotube Composite For Enhanced Lightning Strike Resistance Sciencedirect

Calavera Oaxaquena By Jose Guadalupe Posada Poster Zazzle Com Mexican Art Art Posada

The Anode Region Of High Intensity Arcs With Cold Cross Flow Iopscience

Light Emitting Diode Led Lighting
Source : pinterest.com
